服務熱線: 0635-8819339

電話:0635-8819339
手機:15615948619
傳真:0635-8819009
Q Q:648626788
郵箱:648626788@qq.com
地址:山東聊城高新區長江路東首魯西鋼材市場A區6號
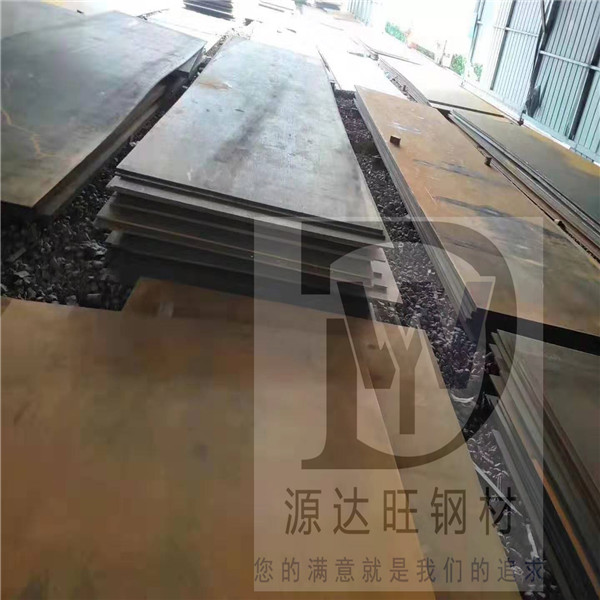
Nm450耐磨鋼板具有良好的抗氧化性和耐腐蝕性,廣泛應用于離子膜電解的堿性板道。由于材料的工藝要求高,一旦母材和填充材料的合金元素不全、焊接工藝不當、工作狀態不好、板道介質腐蝕、工作應力等原因,將導致nm450耐磨鋼板出現板道裂紋等嚴重缺陷,給生產帶來嚴重隱患。如何修復nm450耐磨板的裂紋?

今天,源達旺,小編耐磨板制造商山東,根據自己豐富的經驗,談了自己的看法。
一、裂紋直接補焊(主要用于89 板道裂紋)
1.焊接前做好準備。在裂紋兩端各鉆6毫米的檢查孔10毫米,以防止裂紋在打磨和焊接過程中擴散。然后用角磨機打磨坡口,角度=60,間隙b=3.2mm毫米,鈍邊p=1.5毫米。坡口的長度應為孔與孔之間的距離,焊縫與母材之間的過渡面應通過孔打磨掉,坡口兩側的油污、鐵銹等雜物應清理干凈。
2.采用ZX7-400A焊機,DC反接。焊接材料為A402,3.2毫米,用于打底、填充和覆蓋。焊接電流為110安。
3.打底采用熄弧焊,填充和覆蓋采用電弧焊,單面打底、雙面填充和三面覆蓋采用。每個房間應徹底清潔,每個接縫應錯開約15毫米,以確保無缺陷。焊接方向從左到右,焊接順序從下到上逐層進行。
4.補焊后,焊縫外觀應光滑,焊縫剩余高度h應 1 mm,寬度應 4 mm。焊縫應通過著色檢查并正常壓制后使用。
二、挖土修補(主要用于89或更高的板道裂縫)
開挖修復是用等離子弧將nm450耐磨板道中的裂紋部分完全切除,并開挖寬度為150毫米、比可見裂紋兩端長20毫米的板道母材。然后,根據挖掘出的母材尺寸,選擇具有相同軸線和相同材料的補塊,通過焊接修復切割部分。
1.打磨和組裝:為避免應力集中和修補焊縫的順利過渡,必須先打磨挖好的孔和補塊邊緣的切割痕跡1毫米,然后將四個角打磨成圓弧形,最后修補V形槽,并清除槽兩側的油污和鐵銹等雜質。推薦坡口尺寸:坡口角度=60,預留間隙b=3.2-4.0毫米,鈍邊p=1.5-2.0毫米。焊接時,間隙尺寸應嚴格控制,基本一致。
2.焊接設備和方法:焊機采用ZX7-400A或其他逆變直流和硅整流焊機,均采用反向直流連接,以保證焊接過程中電弧穩定性好、飛濺小,進而保證焊接質量。氬弧焊用于打底焊,以防止在nm450耐磨鋼板中殘留電渣對設備造成的損壞板道采用A4023.2mm焊條電弧焊填充、覆蓋。焊接電流應控制在85-105安,每次滅弧后冷卻3 4S后進行引弧。焊條的擺動幅度越小越好。
如果您對“如何修復岡鶴NM450耐磨鋼板的裂紋”還有任何疑問?
請致電咨詢24小時免費熱線:0635-8819009,或在線咨詢我們客服
我們公司官方網站: http://www.lovedarling.cn [網上預約價格更優惠]

微信二維碼
山東騰達源金屬材料有限公司
全國免費熱線:0635-8819339手機:15615948619傳真:0635-8819009
地址:山東聊城高新區長江路東首魯西鋼材市場A區6號
山東騰達源金屬材料有限公司現貨銷售優質國產耐磨板,進口耐磨鋼板,高強板
耐候板,高建鋼板等板材,規格齊全,價格優惠,本公司承諾假一賠十,
高質量的產品獲得客戶一致好評,銷售至全國:浙江、上海、天津、遼寧
云南、廣西、廣東、安徽、北京、新疆、重慶、湖南、湖北、河北、青海
甘肅、陜西、西藏、貴州、四川、海南、黑龍江、內蒙古、山東、福建
江西、江蘇、河南、寧夏、吉林、山西、大同、哈爾濱、成都等地區