服務熱線: 0635-8819339

電話:0635-8819339
手機:15615948619
傳真:0635-8819009
Q Q:648626788
郵箱:648626788@qq.com
地址:山東聊城高新區長江路東首魯西鋼材市場A區6號
在加工45號鋼淬火前一定要先熱處理,為了給淬火作好組織準備,鍛造后的毛坯,需要進行適當的預先熱處理,如正火、退火、調質處理和球化退火等,以滿足機械加工的需要并為最終熱處理作組織準備。對于某些形狀復雜、精度要求較高的零件,在粗加工與精加工之間或在淬火之前,還要進行消除應力退火。
例如45號鋼制成的搖臂軸,如圖6-12所示,要求硬度HRC50~55。由于原材料在切削后殘存有嚴重的內應力,故經淬火后,搖臂軸在邊角處產生裂紋并剝落。若改進工藝,事先進行550~600℃、3h去除應力退火,可消除淬火裂紋。對于具有尖角、截面變化大且淬火前又有較大殘余內應力的鋼件,淬火前進行高溫回火或低溫退火,對于防止其淬火裂紋具有重要作用。
冷沖壓成形的工件不僅存在較大的內應力,而且在沖壓時可能產生顯微裂紋,在淬火時易導致淬火開裂,如圖6-13所示。如在淬火前進行去應力的退火或回火,對防止淬裂是有效的。
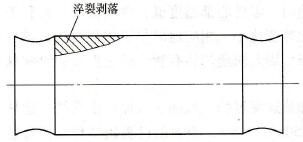
圖6-12 45號鋼搖臂軸淬裂剝落示意圖
對于亞共析鋼,淬火前必須消除過熱的魏氏組織,因為魏氏組織對力學性能和淬火開裂危害很大。因此,工廠中常用的鋼板料,經氧一乙炔火焰切割后,應進行正火或退火處理,以消除切口處的過熱組織。為了消除中碳鋼的過熱組織,要在比正常退火(正火)溫度稍高的溫度下進行加熱,然后以較快的速度冷卻下來(風冷或噴霧),以阻止鐵素體網的析出。
對于高碳鋼工件,淬火前通常采用球化退火,以改善組織。
對于高鉻鋼和高速鋼,淬火前應將碳化物偏析在5級以上的鋼件歸為一類,降低它們的淬火加熱溫度,避免淬火裂紋。
45號淬火裂紋與加熱介質有很大關系。最難發生淬裂的加熱爐是真空爐。其次按電爐、鹽浴爐、火焰爐的順序依次容易發生淬裂。火焰爐是最容易產生淬火裂紋的爐型。上述這些爐型的加熱方式和加熱介質不同。真空爐是輻射加熱,不發生氧化脫碳,因此難以發生淬裂。重油爐、煤爐、焦炭爐等爐型,火焰直接加熱工件,因此容易過熱,特別是為了節能而采用空氣過剩焰(即氧化焰),促進了氧化脫碳,增加了淬裂率。此外,采用這類燃料,燃料中的氫氣浸入赤熱的鋼材表面,由于發生氫脆而助長了淬裂。
山東源達旺鋼材公司為您提供耐磨鋼板現貨切割定制批發零售廠家,公司經驗豐富,能夠為客戶提供優質的耐磨鋼板、耐候板、高強板、高建鋼、彈簧鋼、橋梁鋼板等產品,歡迎隨時撥打源達旺耐磨板熱線電話進行咨詢訂購或來廠考察。山東源達旺小編在這里提醒廣大用戶:一定不要貪圖價格的便宜而購進質量不好的產品甚至是假貨,結果造成自己企業的損失。
如果您對“45號鋼淬火前預先熱處理的作用”還有任何疑問?
請致電咨詢24小時免費熱線:0635-8819009,或在線咨詢我們客服
我們公司官方網站: http://www.lovedarling.cn [網上預約價格更優惠]

微信二維碼
山東騰達源金屬材料有限公司
全國免費熱線:0635-8819339手機:15615948619傳真:0635-8819009
地址:山東聊城高新區長江路東首魯西鋼材市場A區6號
山東騰達源金屬材料有限公司現貨銷售優質國產耐磨板,進口耐磨鋼板,高強板
耐候板,高建鋼板等板材,規格齊全,價格優惠,本公司承諾假一賠十,
高質量的產品獲得客戶一致好評,銷售至全國:浙江、上海、天津、遼寧
云南、廣西、廣東、安徽、北京、新疆、重慶、湖南、湖北、河北、青海
甘肅、陜西、西藏、貴州、四川、海南、黑龍江、內蒙古、山東、福建
江西、江蘇、河南、寧夏、吉林、山西、大同、哈爾濱、成都等地區